




Hegesztési szótár, terminológia és rövidítések

TERMINOLÓGIA – EGY TUDOMÁNYÁG VAGY SZAKTERÜLET EGYEDI SZÓKINCSE
Hegesztési szótár, szószedet, szógyűjtemény, szakkifejezések, fogalomtár, terminológia és rövidítések hegesztéstechnológiával kapcsolatos kifejezések gyűjteménye
Acél
Az acél az MSZ EN 10020:2001 Acélminőségek fogalommeghatározásai és csoportosítása szabvány 2.1 bekezdése szerint „olyan anyag, amelyben a vas tömegszázaléka minden más elemnél nagyobb, széntartalma általában 2%-nál kisebb, és egyéb elemeket is tartalmaz. Néhány krómacél tartalmazhat 2%-nál több szenet, de 2% a szokásos határvonal az acél és az öntöttvas között.”
Acetilén palack (korábban: disszugáz palack):
A szeleppel felszerelt, porózus töltőanyagot és oldószert tartalmazó gázpalack, amely az oldószerben oldott acetilén gáz tárolására és szállítására szolgál, és a töltési vagy felhasználási helye nem azonos; a gázpalack legalább annyi acetilén gázt tartalmaz, amennyivel 15 °C-on, atmoszferikus nyomáson telítődik az oldószer;
Alkánok
Alkánok a nyílt szénláncú telített szénvegyületek sora.
Metán, etán, propán, bután, pentán, hexán, heptán, oktán, nonán, dekán.
Anti-sticking
A kézi ívhegesztés körében használt fogalom, amely a hegesztőberendezések speciális funkcióját jelenti. A hegesztő áramforrás érzékeli az elektróda és a munkadarab érintkezését, ezért a hegesztőáramot lecsökkenti, megakadályozva az elektróda letapadását.
Égést tápláló gáz
Égést tápláló színtelen, szagtalan gáz az oxigén, jelenléte az égés elengedhetetlen feltétele. A lángeljárások nélkülözhetetlen összetevője, egyéb eljárások esetén gázkeverék részeként vagy munkagázként is alkalmazzák. A levegő oxigéntartalma megközelítőleg 21%, nem mérgező, de égést gyorsító hatása miatt veszélyes. Zsír, olaj jelenlétében, nyomás hatására robbanásszerűen meggyulladhat, ezért az oxigén palackok és szerelvényeik ezekkel az anyagokkal nem szennyeződhetnek el.

Égő
A hegesztőégő (ebben a szócikkben lángtechnikai égő) a lángeljárások esetén alkalmazott hegesztési tartozék, a hegesztő (vágó) láng előállítására szolgáló eszköz. Lehet előmelegítő égő, lángvágó égő, hegesztő égő, egyengető égő forrasztó égő is, egy vagy akár többlángú is. Kialakítása, mérete a hegesztendő alapanyagok minőségéhez és méretéhez, valamint az alkalmazott gázok tulajdonságaihoz igazodik. Speciális munkadarabok esetén egyedi égőket is használhatnak.
A részletesebb leírás a hegesztőégő címen megtalálható.

Elektródafogó
A hegesztőelektróda befogására és az áramcsatlakozás biztosítására szolgáló, szigetelt nyelű, szabványos kivitelű szerszám. (HBSZ)
Előzetes hegesztési munkarendi előírás
Hegesztési feladatot megelőzően, az előírások és a szakmai tapasztalatok alapján elkészített dokumentum, ami a hegesztés lényeges paramétereit tartalmazza. A pWPS alapján készült hegesztés vizsgálatát és minősítését követően készíthető el a WPS lap. Tartalmi követelményeit az ISO 15609 szabványok határozzák meg, például az ívhegesztésekre vonatkozó MSZ EN ISO 15609-1:2020 szabvány (Fémek hegesztési munkarendjének előírása és minősítése. Hegesztési munkarendi előírás. 1. rész: Ívhegesztés )
Eltérés (imperfection)
Eltérésről (elsősorban MEO-sok, anyagvizsgálók) akkor beszélünk, ha a hegesztési varratban folytonossági hiány észlelhető, vagy eltér akár alakjában, méretében, színében a kívánt állapottól. Az eltérésekkel például az MSZ EN ISO 6520 szabványok foglalkoznak részletesen. Fontos megjegyezni, hogy az eltérés nem jelenti feltétlenül a hegesztési varrat nem megfelelőségét, azt a tervező által előírt minőségi szint szerinti besorolás alapján, például az MSZ EN ISO 5817 szabvány szerint kell megállapítani.
Érvényesítés (validálás)
Az az eljárás, amely keretében bizonyítják (ellenőrzik) mérési eredmények statisztikai kiértékelése alapján, hogy az adott körülmények között lefolytatott vizsgálat esetén az ellenőrzött eszköz mért értékei és beállításai megfelelőek.
Folyadékbehatolásos vizsgálat
Roncsolásmentes anyagvizsgálati eljárás, hegesztési varratok, gyártmányok, alapanyagok felületre kifutó folytonossági hiányainak felderítésére. A vizsgálati módszer fizikai alapja a hajszálcsövesség (kapillaritás) jelensége, melynek gyakorlati alkalmazása érdekében behatoló folyadékot, tisztító folyadékokat, és előhívó szereket alkalmaznak.
MSZ EN ISO 12706 szabvány.

Fitness for purpose – célra való alkalmasság
A hegesztéshez kapcsolódó általános kifejezéseket tartalmazó MSZ ISO/TR 25901-1:2020 szabványban meghatározott fogalom.
Frekvenciaváltó (inverter)
A hegesztéstechnikában a hegesztő áramforrás táplálására szolgáló eszköz. A hegesztő áramforrás energia ellátása nem közvetlenül a hálózatról történik, hanem frekvenciaváltóról, amely a szokásos 50Hz frekvenciájú egyenirányított és kiegyenlített hálózati feszültségből nagyobb, 20-100kHz frekvenciájú betáplálást biztosít.
Gázforrás
Gázpalack, gázpalacktelep, gázpalackköteg, gáztartály, acetilénfejlesztő készülék. (HBSZ)
Gázpalack
Fémből vagy kompozit szerkezettel (a külső felületen bevonattal erősített, fém vagy nemfém béléstesttel) készült nyomástartó berendezés, amely sűrített, cseppfolyósított vagy nyomás alatt oldott gáz tárolására és szállítására szolgál, és a gáz töltési vagy felhasználási helye nem azonos; a palack űrtartalma legfeljebb 150 liter, hosszának a külső átmérőjéhez való aránya nem nagyobb 10-nél, és töltete sűrített, cseppfolyósított vagy nyomás alatt oldott gáz, amelynek kritikus hőmérséklete 50 °C-nál kisebb, vagy gőznyomása 50 °C-on nagyobb 3 bar abszolút nyomásnál; (GBSZ)
Gázpalackok jelölései
A gázpalackok jelölési kötelezettségét az egyes szállítható nyomástartó berendezések üzemeltetésével kapcsolatos műszaki biztonsági követelményekről és a Gázpalack Biztonsági Szabályzatról szóló 35/2014. (XI. 19.) NGM rendelet (GBSZ) írja elő. A gázpalackot jól olvasható és tartós megjelöléssel kell ellátni. A gázpalackon a megjelöléseket a vállrészen vagy a nyakgyűrű és a szelep közötti tesztgyűrűn kell elhelyezni. Ha a rendelkezésre álló hely vagy a vállrész falvastagsága ezt nem teszi lehetővé, akkor a fenék zömített részébe vagy a gázpalackhoz forrasztott, illetve szegecselt táblára vagy a gázpalackhoz hegesztéssel rögzített védőkosáron kell a megjelöléseket elhelyezni. Teljes felületen bevont kompozit palackon a hengeres részen vagy a vállrészen vagy a nyakgyűrű és a szelep közötti tesztgyűrűn, jól olvashatóan, címkén kell elhelyezni a megjelöléseket.
A gázpalack, a gázhordó és a palackköteg színjelzésére vonatkozó műszaki követelményeket szakági műszaki előírás határozza meg.
Gázpalackok színjelzései
A gázpalackok jelölési kötelezettségét az egyes szállítható nyomástartó berendezések üzemeltetésével kapcsolatos műszaki biztonsági követelményekről és a Gázpalack Biztonsági Szabályzatról szóló 35/2014. (XI. 19.) NGM rendelet (GBSZ) írja elő. A gázpalackot jól olvasható és tartós megjelöléssel kell ellátni. A gázpalack vállrészének és a vállrészen elhelyezett címkének, ipari gázok esetében nagyobb távolságról is jól látható, a töltetre jellemző színjelzéssel kell ellátni. A színjelzések rendjét a szállítható gázpalackok színjelzéseit az MSZ EN 1089-3:2011 szabvány határozza meg.
Gyakoribb ipari gázok színjelzései: Messer Hungarogáz Kft.

Gázpalack termékjelölő címke
A termékjelölő címke vagy veszélyes áru jelölő címke, banáncímke a veszélyes árukra veszélyes anyagok szállítására vonatkozó előírásoknak megfelelő termékjelölő címke, amin a gáztöltet pontos megnevezése, a palackos gáz szállítása és kezelése tekintetében releváns biztonsági előírások és kockázatok jelölése található. A gáztöltetre vonatkozóan elsődlegesen a termékjelölő címke szolgál iránymutatással, elhelyezésére alapvetően a palack nyakrészén kerül sor.

Hegesztési felügyelet (Welding coordination)
A hegesztett szerkezetek, berendezések hegesztéssel történő gyártása esetén, a hegesztéssel kapcsolatos munkafolyamatokat felelősséggel irányító, ellenőrző tevékenységek rendszere, amelyet jogszabályok és szabványok határoznak meg. Ezeken kívül a szerződések és a szabályzatok külön követelményeket írhatnak elő. A feladatot ellátó személyeknek megfelelő tudással, képesítéssel, felkészültséggel kell rendelkezniük és feladataikat felelősséggel, számonkérhetően kell ellátniuk. Kapcsolódó szabvány
MSZ EN ISO 14731:2019 Hegesztési felügyelet. Feladatok és felelősség.
Hegesztési felügyelettel kapcsolatos bejegyzések
Hegesztési helyzet
A hegesztési helyzeteket, azaz a munkadarab és a hegesztő egymáshoz képesti pozícióját valamint hegesztés irányát kifejező rövidítéseket, a hegesztési helyzetek meghatározásával foglalkozó MSZ EN ISO 6947 szabvány tartalmazza.
PA – vízszintes
PB – haránt-vízszintes
PC – haránt
PD – haránt-fej felett
PE – fej felett
PF – alulról felfele (lemez)
PH – alulról felfele (cső)
PG – felülről lefele (lemez)
PJ – felülről lefele (cső)
H-L0## – ##°-ban rögzített cső alulról felfele hegesztve
J-L0## – ##°-ban rögzített cső fentről lefele hegesztve
Hegesztési munkarend (welding procedure)
Hegesztési folyamat során végzendő tevékenységek, műveletek sorrendjének, általában írásban, utasítás formájában történő meghatározása, ami figyelembe veszi az alapanyagokat, hegesztőanyagokat és azok viselkedését a hegesztés során, így kitér az előmelegítés vagy a hegesztés utáni hőkezelésre és természetesen a hegesztési eljárásra épül.
Hegesztési munkarendi előírás
WPS – Tartalmi követelményeit az ISO 15609 szabványok határozzák meg, például az ívhegesztésekre vonatkozó MSZ EN ISO 15609-1:2020 szabvány (Fémek hegesztési munkarendjének előírása és minősítése. Hegesztési munkarendi előírás. 1. rész: Ívhegesztés )
Hegesztési sebesség
A kifejezést ömlesztő hegesztési eljárásokra alkalmazva, az elkészült varrat hossza és az elkészítéséhez szükséges idő hányadosa, azaz az időegység alatt meghegesztett varrathossz.
Hegeszthetőség
A hegeszthetőség egy, kizárólag a hegesztésre jellemző fogalom, amely három alapfeltételre épül. Ezek alapján egy hegesztési feladat megvalósíthatóságát az alkalmazott anyagok metallurgiai tulajdonságai, az elkészítendő szerkezet konstrukciós kialakítása és az alkalmazandó hegesztéstechnológia megfelelőségének szempontjából kell megállapítani.

Hegesztőfej
A hegesztőhuzalt a hegfürdőbe vezető és az áramcsatlakozást biztosító szerkezet. (HBSZ)
Hegesztő traktror
A fedettívű hegesztéshez használt, rászerelt huzaladagolóval, hegesztőfejjel, fedőportartállyal ellátott önjáró szerkezet. (HBSZ)
Hegfürdő – ömledék
Hígulás
Hígulás (D – dilution) a hegesztés során megolvadt alapanyag és a hozaganyag (leolvadt anyag) keveredése, a megolvadt alapanyag a teljes varratfém mennyiségéhez viszonyítva, százalékos formában kifejezve. A hegesztéshez kapcsolódó általános kifejezéseket tartalmazó MSZ ISO/TR 25901-1:2020 szabványban meghatározott fogalom.


Hot-Start

A kézi ívhegesztés körében használt fogalom. A hegesztőberendezések speciális funkcióját jelenti, ami a biztosabb ívgyújtás érdekében, a beállított értékhez képest nagyobb (~10-20%) áramerősséget biztosít. Használatával csökkenthetők a kezdeti varrathibák.
Hőhatásövezet
Az alapanyag hegesztés közben meg nem olvadt része, amelyben a hőbevitel hatására mikroszerkezeti változások történnek. Az alapanyag hőmérsékletétől függően végigkísérhetők az adott hőmérsékletre jellemző szövetszerkezeti átalakulások, annak függvényében a hőhatásövezet zónákra osztható.
A varrat (varratfém) nem része a hőhatásövezetnek.
 szövetei")
Varrat és alapanyag (Fe-Fe3C) szövetei a
Hegesztés c. könyvben
Igazolás (verifikálás)
Az a folyamat, amikor igazolják, hogy egy eljárás (eszköz, folyamat) megfelel e, illetve milyen mértékben felel meg az előzőleg meghatározott követelményeknek. Mérési eredmények kiértékelésével igazolni, az adott eszköz alkalmas e, a vizsgált jellemzők kívánt pontosságú mérésére vagy beállítására.
Imperfection – eltérés
Inverter – frekvenciaváltó
Kompozit palack
A külső felületen műgyantába ágyazott, végtelenített szálakkal kóc vagy pászma formába sodort bevonattal erősített, fém vagy nemfém béléstestű gázpalack. (GBSZ)
Likvációs repedés
Ez a melegrepedési jelenség mindig a hőhatásövezetben, alapanyag és az ömledék felületének határvonalánál (beolvadási vonal) jelentkezik a lehűlési fázisban. Keletkezésük oka, a szemcsehatárokon létrejövő megolvadt, folyékony fázisok, amelyek a varrat lehűlése és zsugorodása idején még nem szilárdulnak meg, így a szemcsék eltávolodnak egymástól. Több varratréteg esetén, a rétegek vagy sorok között, és azok mellett is előfordulhat.
Likvidusz
Ötvözetek állapotábráján a kristályosodási vonal, aminél nagyobb hőmérsékleten az adott összetételű ötvözet teljesen folyékony halmazállapotú.

Melegrepedés
A hegesztés közben bevitt hő hatására, a repedési jelenség nagy hőmérsékleten, akár hegesztés közben, vagy közvetlenül utána a szemcsehatárokon következik be. Előfordulhat a varratfémben, a hőhatásövezetben vagy az alapanyagban. A keletkezésének körülményei alapján megkülönböztethető a kristályosodási repedés, likvációs repedés, melegképlékenység-csökkenési repedés.
MIG – Metal Inert Gas szavak kezdőbetűjéből alkotott betűszó
Az eljárás az ívhegesztések főcsoportjába, huzalelektródás védőgázos eljárások csoportjába tartozik, az MSZ EN ISO 4063 szabvány szerinti elnevezése: tömör huzalelektródás, semleges védőgázos ívhegesztés, jelzőszáma 131. Helyes és elterjedt használata még a MIG hegesztés tömör huzalelektródával.
Makroszerkezet vizsgálata
A munkadarab felületének, vagy a munkadarabból kimunkált próbatest szabad szemmel, vagy kis nagyítású eszközzel végzett vizsgálata.
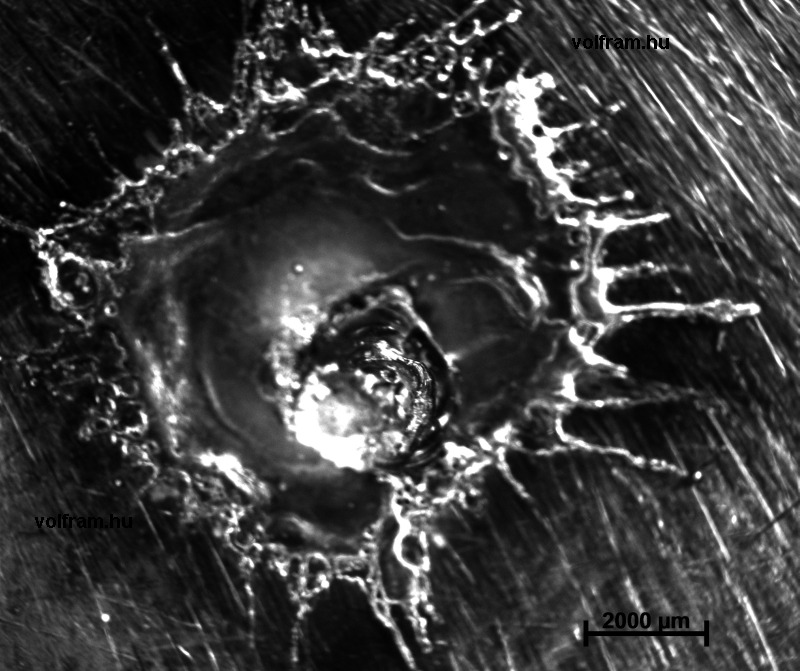
Makroszkópos vizsgálat
Makroszkópos vizsgálat szabad szemmel vagy kis nagyítású eszközzel (általában 1-50 szeres nagyítás mellett) végzett eljárás. Hegesztések esetén a varrat felületének, töretének, metszetének, vagy épp korróziós hatások vizsgálatára és azok dokumentálására alkalmazzák.
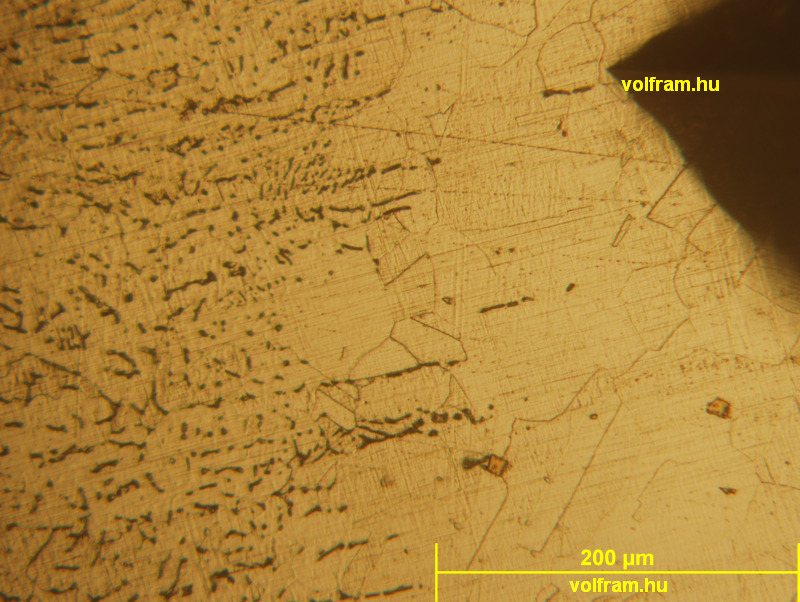
Mikroszkópos vizsgálat
Maratással vagy maratás nélkül előkészített, legtöbbször beágyazott mintadarabok 50-500 szoros nagyítású mikroszkóppal végzett vizsgálata. Megfelelő előkészítési eljárást kiválasztva, a fém szövetszerkezete, annak eltérései megfigyelhetőek.
Munkakábel
Az áramforrást az elektródafogóval összekötő szabványos vezeték, hegesztőkábel. (HBSZ)
NDT– Nondestructive Testing – Roncsolásmentes anyagvizsgálat
Nyílt ív
A hegesztési folyamat alatt az ív látható, a fény- és hőhatás a környezetet közvetlenül éri. (HBSZ)
Nyomáscsökkentő (reduktor)
Hegesztési eljárásoknál használt gázpalackokból történő gázelvételéhez, a palackban uralkodó nyomás csökkentésére alkalmazott eszköz. Feladata a folyamatos, a hegesztéshez előírt nyomású gázáramlás biztosítása.

Vonatkozó szabvány: MSZ EN ISO 2503:2009/A1:2015 Gázhegesztő eszközök. Hegesztéshez, lángvágáshoz és rokon eljárásokhoz gázpalackokon használt nyomáscsökkentők és térfogatáram-mérőkkel felszerelt nyomáscsökkentők 300 bar-ig (30 MPa-ig)

Ömlesztő hegesztés
Az MSZ EN 25901-1 szakszótár alapján az ömlesztőhegesztés az, a helyi megömlesztéssel, külső erő alkalmazása nélkül végzett hegesztés, mely kötés létrehozása hozaganyag adagolásával vagy anélkül történik.
Az ömlesztőhegesztés feltételeiről szóló 8/2018 (VIII.17) ITM rendelet vonatkozó pontja szerint az a hegesztett kötés, amikor munkadarabok egyesítése hővel történik, amelynek során a kötés a hegesztendő anyagok összeolvasztása és a varratanyag megszilárdulása következtében alakul ki. A rendelet alkalmazásában ömlesztőhegesztési eljárás az ívhegesztés, a lánghegesztés, a nagy energiájú sugaras hegesztés, a termithegesztés, a villamos salakhegesztés, az elektrogáz-hegesztés, az indukciós hegesztés, a fénysugaras hegesztés, az ívhúzásos csaphegesztés, továbbá a keményforrasztás és a műanyaghegesztés.
Ömledék (hegfürdő)
Ömlesztő hegesztési eljárások esetében a folyékony fémfürdő, illetve salakhegesztésnél a salakfürdő is. Hegesztés közben ténylegesen megolvadt, azaz a likvidusz hőmérséklet fölé hevült alapanyag(ok) és hegesztőanyag (anyagok) összekeveredett része, melynek megszilárdulása és lehűlése révén jön létre a varrat.
Palackköteg
Szállításra használt szerkezeti egységbe épített palackok, melyek egymással gyűjtőcsővel vannak összekötve és szilárdan egymáshoz vannak erősítve. (GBSZ)
Penetrációs vizsgálat
Folyadékbehatolásos vizsgálat
PWPS – Preliminary Welding Procedure Specification – Előzetes hegesztési munkarendi előírás
Reduktor – nyomáscsökkentő
Ridegtörés
A törés az anyag folyáshatáránál kisebb feszültségek hatására következik be, képlékeny alakváltozás nélkül, a repedés keletkezését követő rendkívül kis idő alatt. A töretfelület fémes anyagok esetében, csillogó, kristályos, ami hasadásos törés lezajlására utal. Nyúlás, kontrakció nincs vagy minimális, szakítóvizsgálat esetén nem haladja meg a10%-ot. A törés terjedhet a szemcsehatárok mentén vagy a szemcséken keresztül az atomsíkok atomjai közötti kötések felbontásával.
Szénegyenérték
Szénegyenérték megállapításának célja, az anyag kémiai összetételének alapján előrejelzést adni, a hegesztés hatására történő viselkedésére, mint a hidegrepedés, vagy keményedés. Megállapítására több képlet használatos, az IIW (International Institute of Welding) ajánlása a következő:

Testkábel
A hegesztendő tárgyat és az áramforrást összekötő vezeték. (HBSZ)
Töltési idő
Kondenzátorkisütéses csaphegesztési eljárások esetén, a csaphegesztő berendezés kondenzátorának feltöltési ideje, ami alapvetően meghatározza két hegesztés közötti legrövidebb időt. Jellemzően, a csaphegesztő pisztoly töltése és újrapozicionálása hosszabb időt vesz igénybe, mint a kondenzátor feltöltése.
Kondenzátorkisütéses, ívhúzásos csaphegesztés (785)
Kondenzátorkisütéses, gyújtócsúcsos csaphegesztés (786)
Validálás – érvényesítés
Varrat
A hegesztett kötésnek sem az alapanyaghoz sem a hőhatásövezethez nem tartozó része.
Fémes anyagoknál: varratfém.

Varratréteg
### Röviddesen ###
Verifikálás (igazolás)
Visszaáramlás
A gázhegesztő készülék üzemzavara, a nagyobb nyomású gáz behatol a kisebb nyomású gáz vezetékébe. (HBSZ)
Visszacsapás
A gázhegesztő készülék üzemzavara, amikor a visszaégés átterjed az injektoron, illetve keverőkamrán, és behatol a kisebb nyomású gázvezetékbe. (HBSZ)
Visszaégés
A gázhegesztő készülék üzemzavara, amikor a gázkeverék áramlási sebessége kisebb az égési sebességnél, ezért a láng visszahúzódik az égőszárba, és sípoló hang kíséretében belül ég. (HBSZ)
Visszavágás
A gázhegesztő készülék üzemzavara, amikor a gázkeverék robbanásszerű (gyors) visszaégése durranó hang kíséretében, majd a láng újra begyullad a kilépő nyíláson. Pattogó hang mellett ismétlődhet. (HBSZ)
Volfrám elektróda
TIG hegesztési eljárásnál a villamos ív a volfrám elektróda és a az alapanyaga között keletkezik. A volfrámelektróda a hegesztő ív létrehozásakor anód vagy katódként működő, bevonat nélküli nem leolvadó szinterfém. A tiszta volfrám olvadáspontja 3400°C, ami az alkalmazott adaléktól függően, jelentősen eltérő lehet. Az oxid adalékok egyenletes finom eloszlásban helyezkednek el a volfrám alapszövetben. A nem leolvadó volfrámelektródák osztályba sorolását az MSZ EN ISO 6848 szabvány tartalmazza.
• Tiszta volfrám (W/WP), kis izzási hőmérsékletű (~3360°C), egyenáram esetén nehezen gyújt ívet.
• Tórium-oxid ötvözésű volfrám (WT), nagy izzási hőmérsékletű (~4000°C), hosszú élettartamú, jó hegesztési tulajdonságú, de radioaktív. Az oxid (ThO2) mennyisége 0,35-4,2 tömeg %.
• Cirkónium-oxiddal adalékolt volfrám (WZ), nagy izzási hőmérsékletű (~3800°C), könnyűfémek hegesztéséhez, váltakozó áramú hegesztéshez, kiváló ívgyújtási tulajdonságú. Az oxid (ZnO2) mennyisége 0,15-0,9 tömeg %.
• Cérium-oxiddal adalékolt volfrám (WC), nagy izzási hőmérsékletű (~3800°C), kis párolgási veszteségű, kis árammal végzett egyenáramú hegesztéshez. Az oxid (CeO2) mennyisége 1,8-2,2 tömeg %.
A volfrámelektróda minőségétől függ az ív gyújtása, stabilitása, irányíthatósága, a varrat alakja. Ezért az elektróda csúcsa szimmetrikus, kúposra vagy csonka kúp alakúra és hosszirányban köszörült. Az elektródák áramterhelhetősége az áramnem, a polaritás és az adalékolt oxidoktól függően az átmérőjével arányosan növekszik.


WPS – Welding Procedure Specification – Hegesztési munkarendi előírás
