




Egyszerűen – a kondenzátorkisütéses, ívhúzásos csaphegesztés (785)

A hegesztési eljárások és rokon technológiák megnevezéseit és azonosító számait meghatározó MSZ EN ISO 4063:2016 magyar nyelven is elérhető szabvány „7-es Egyéb hegesztési eljárások” főcsoportba „78-as alcsoport ívhúzásos csaphegesztés” csoportba tartózó hegesztési eljárás alapjainak bemutatása következik tömören és egyszerűen – a kondenzátorkisütéses, ívhúzásos csaphegesztés (785).
A kondenzátorkisütéses, ívhúzásos csaphegesztéssel kapcsolatos első tudnivaló, hogy az eljárás az ömlesztőhegesztés végzésének feltételeiről szóló 8/2018. (VIII. 17.) ITM rendelet szerint ömlesztő hegesztési eljárás, azonban nem ívhegesztési eljárás. Ezt fejezi ki az ISO 4063 szerinti „Egyéb hegesztési eljárások” besorolása is.
Az MSZ EN ISO 4063:2016 Hegesztés és rokon eljárások. A hegesztési eljárások megnevezése és azonosító jelölésük című szabványban felsorolt csaphegesztési eljárások között egy ellenálláshegesztési, egy dörzshegesztési és öt csaphegesztési eljárást határoz meg. Ezek a következők:
26 Ellenállás-csaphegesztés
423 Dörzscsaphegesztés
78 Ívhúzásos csaphegesztés csoportba tartozó
783 Kerámiagyűrűs vagy védőgázos ívhúzásos csaphegesztés
784 Rövid ciklusú ívhúzásos csaphegesztés
785 Kondenzátorkisütéses ívhúzásos csaphegesztés
786 Kondenzátorkisütéses, gyújtócsúcsos csaphegesztés
787 Leolvadó peremes, ívhúzásos csaphegesztés
Csaphegesztő berendezés
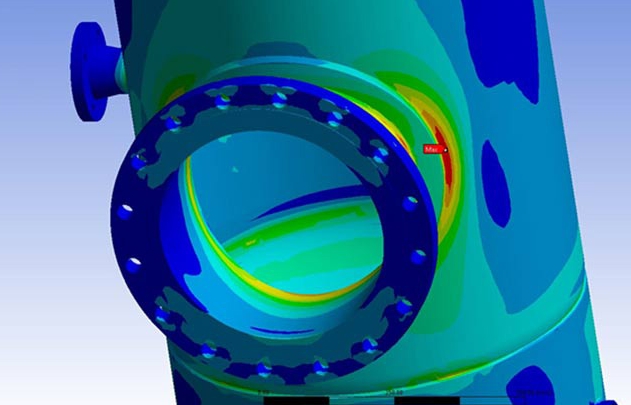
A berendezés „egygombos” azaz egyetlen állítható paramétere a hegesztési áram, melyet egy folyamatos értékbeállítást lehetővé tevő kapcsolóval lehet kezelni. A pontos hegesztő áram, melyet az LCD kijelzőn kell leolvasni, mindig a hegesztés után jelenik meg. A leolvasott értékek tükrében szükséges a kormánykapcsolóval a hegesztő áramot ismételten beállítani. A vizsgálathoz nyolc különböző paraméterrel készült próbahegesztés, ahol egyértelműen látható a hegesztési áram növekedésével szignifikánsan növekedő kráter szélesség és mélység. Az áramerősséget a gépen beállítható paramétereken kívül olyan tényezők is befolyásolják, mint a hegesztési pozíció, a hegesztő pisztoly helyes tartása, a felületek szennyezettsége, a csap anyagminősége, vagy a testkábel csatlakozásának távolsága és a kapcsolódás minősége.
A hegesztési paraméterek és a környezeti hatások kismértékű változása jelentős eltéréshez vezet az elkészült hegesztési varrat geometriájában, kötésszilárdságában, így kiemelten fontos a hegesztés előírás szerinti elvégzése

A figyelemmel kísérendő tényezők széles skálája alapján egyértelmű a hegesztőgép gépkezelő precizitásának és képzettségének fontossága a megfelelő hegesztett kötés kialakítása érdekében. A jogszabályokban és szabványokban ennek felismerése jelenik meg, amikor a csaphegesztést végző szakemberek gépkezelő minősítésének kötelezettségét írja elő.
A kondenzátorkisütéses ívhúzásos csaphegesztés gépesített hegesztési eljárás, ezért végzése a gépkezelőkre vonatkozó MSZ EN ISO 14732:2014 szerinti minősítéssel végezhető. Azonban a személytanúsítás nem történt meg. A gépkezelők minősítés, és megfelelő oktatás nélkül végezték a hegesztési tevékenységet.
FOLYTATÁS RÖVIDESEN…