




Repedési jelenségek és kockázatok, kondenzátorkisütéses csaphegesztés esetén
Gépész technológiai rendszer műszaki átvétele során megfigyelt repedési jelenségek ráirányították a figyelmet, a kondenzátorkisütéses csaphegesztés esetén alkalmazandó műszaki előírások betartásának fontosságára.
A kondenzátorkisütéses ívhúzásos csaphegesztés a hegesztési eljárások azonosítását tartalmazó MSZ EN 4063:2016 szabvány szerinti eljárás, azonosító száma: 785. Az ilyen tevékenységet végző gazdálkodó szervezeteknek, a hegesztési feladatok ellátására való alkalmasságukat az MSZ EN ISO 3834-2 szerinti minőségirányítási rendszer (vagy azzal műszaki biztonság tekintetében azonos követelményeknek megfelelő rendszer) alapján tanúsíttatni, és regisztrálni kell. Az alkalmazott berendezésnek alkalmasnak kell lennie a hegesztési feladatra.
A hegesztő üzemalkalmasság tanúsításának ki kell terjednie csaphegesztésekre is, melyek az ömlesztő hegesztések sajátságos csoportját alkotják. Az ívhúzásos csaphegesztésre vonatkozó előírásokat az MSZ EN ISO 3834-2 szabványon alapulva, a fémek ívcsaphegesztését tárgyaló MSZ EN ISO 14555:2017, a csaphegesztést végző személyekre vonatkozó tanúsítási követelményeket az MSZ EN ISO 14732:2014 szabvány írja elő.
A csaphegesztésekre vonatkozó MSZ EN ISO 14555:2017 szabvány alapvetően 100%-os vizuális vizsgálatot ír elő. A vizsgált csapok esetébe, az ömlesztőhegesztések eltéréseinek besorolását az MSZ EN ISO 6520-1:2007 szerint, értékelését pedig az MSZ EN ISO 5817:2014 („C” szint) alapján kell végrehajtani.

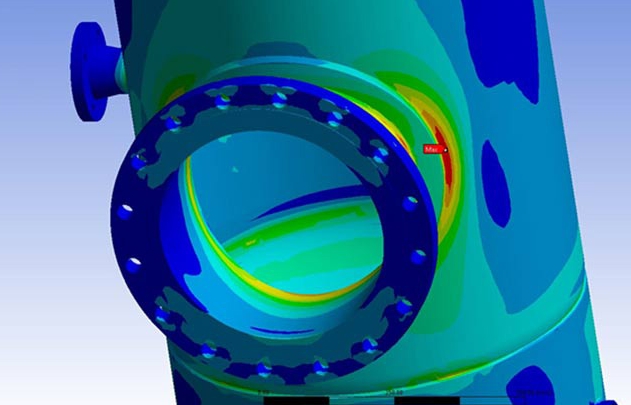
Kondenzátorkisütéses csaphegesztés eljárással kivitelezett hegesztett kötésekkel kapcsolatban a szemrevételezéses vizsgálat a kötés geometriai eltéréseire hívta fel a figyelmet. Az elvégzett folyadékbehatolásos vizsgálatok által kimutatott indikációk a vizsgálatok folytatását tették szükségessé. A próbahegesztések esetén szintén megfigyelhető volt a szemrevételezéses és folyadékbehatolásos vizsgálatok eredménye. A próbadarabokból kimunkált hegesztett kötésekről készült mikroszkópos felvételeken a varratok repedésein kívül, további folytonossági hiányok ismerhetőek fel.
Repedési jelenségek típusai
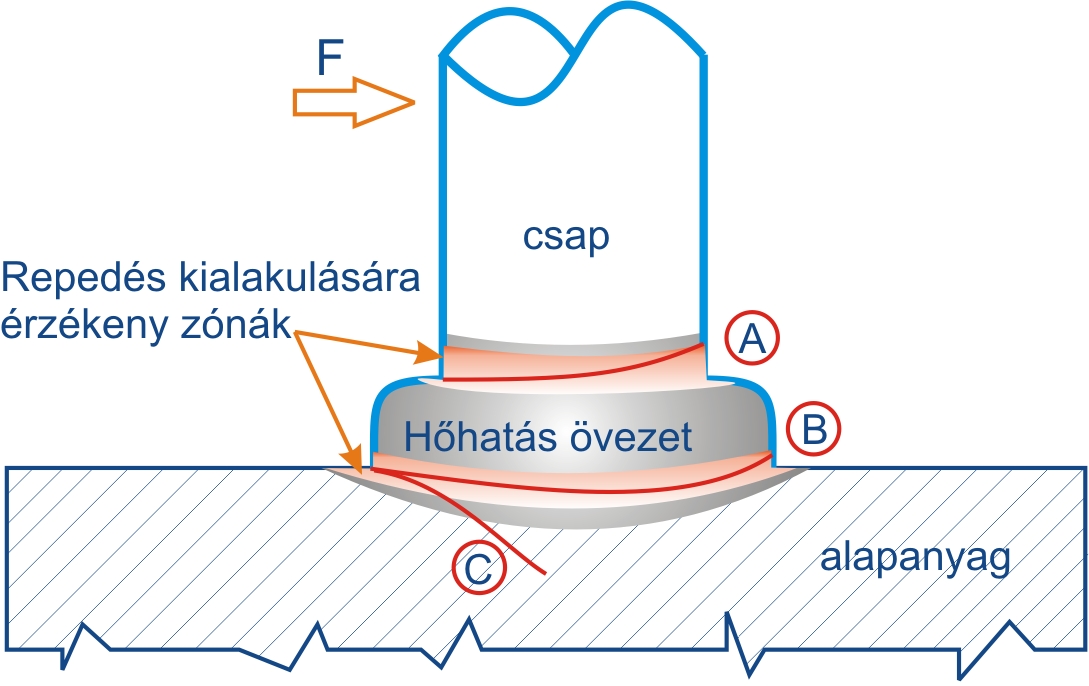
Az elvégzett vizsgálatok eredményeként megfigyelt repedési jelenségek, három különböző típusba sorolhatóak.
- A tipus
Az előírt szemrevételezéses vizsgálatok és a szabványos hajlítópróbák elvégzésekor a csap a szárrész és a gallér közötti részen, az „A”-val jelölt módon repedt, vagy tört le. Ez a károsodási forma jellemzően kevesebbszer fordult elő, mint a „B” és „C” jellegű károsodás. - B tipus
Leggyakrabban a „B”-vel jelölt repedési jelenség, esetenként törés volt megfigyelhető. Ez az alapanyag és a csap ömlesztési vonalához közeli területeken következett be. - C tipus
kiemelt figyelmet kell fordítani a „C” típusként jelölt repedésre. Ezek megfigyelésére a mikroszkópos vizsgálatok alkalmával nyílt lehetőség. Ebben az esetben a repedés a „B” típushuz hasonlóan az alapanyag és a csap ömlesztési vonalához közeli területeken következett be, azonban a a repedés nem az ömlesztési vonal mentés terjedt, hanem az alapanyag irányába fordult. A repedés alapanyag irányába történő terjedése, az egész szerkezet tönkremeneteléhez vezethet.
A repedések és folytonossági hiányok kialakulása, minden bizonnyal a technológia nem megfelelő alkalmazásának következménye.
A cikkben szereplő szabványok
MSZ EN ISO 3834-2
Fémek ömlesztőhegesztésének minőségirányítási követelményei.
2. rész: Teljes körű minőségirányítási követelmények
MSZ EN ISO 5817:2014
Hegesztés. Acél, nikkel, titán és ötvözeteik ömlesztőhegesztéssel készített kötései (a sugaras hegesztések kivételével). Az eltérések minőségi szintjei
MSZ EN ISO 14555:2017
Hegesztés. Fémek ívcsaphegesztése
MSZ EN ISO 14732:2014
Hegesztési személyzet. Hegesztőgép-kezelők és -beállítók minősítése fémek gépesített és automatizált hegesztésére
folytatás…